


��x����Դˮ̎�����ϏS
ϵ�ˣ��O����
�֙C��15838253283����̖ͬ��
�Ԓ��0371-66557686
�]�䣺1813885391@qq.com
��ַ������ʡ��x�й��I�@�^
�������x���၆�F���a�S���������ȥ�x�Ӽ��gȥ���像Uˮ�е͝�ȵ���x��
�������x���၆�F�S���������ȥ�x�Ӽ��gȥ���像Uˮ�е͝�ȵ���x�ӡ����о��������ȥ�x��(CDI)���g�����像Uˮ�е͝�ȵ�懣�ʹ���_���ŷŘ˜ʡ�
����ͨ�^���ʯī�zճ������x�ӽ��Q��֬(AR-CGA)����x�ӽ��Q��֬(CR-CGA)�քe���뵽⁾W�У��Ƃ��ˏͺ�ꖘO�͏ͺ�ꎘO(��֬-CGA)��
�����о��˘�֬- CGA늘O�ڲ�ͬ늉�����ʼ늽�ҺpH�ͳ�ʼ懝���µ�늽����ܡ�CR-CGA늘O��懵���������0.095 mg g−1��ȥ���ʞ�95%��
��������l���£�Ni2+�ĝ����1.0 mg L−1����0.005 mg L−1�r��ÿ���像Uˮ��늺Ğ�1.6 kWh / t����֬-CGA���F������x�ӽ��Q��֬�͌��ʯī�zճ��(CGA)�Ƃ��늘O���õ�늽����ܡ�
���������
���������҇����ֵ^��ʩ�������ŷŘ˜ʣ���Ҫ�����ŷŝ����0.1 mg L−1���£�һЩ��܇�g��Ҫ̎������懝�ȵ��ڎ���ÿ�����像Uˮ��
�����像Uˮ�ŷŵĵ͝��Ni2+�Uˮ�����䶾�Ժ�����e��Ч�����������܇�ˮԴ���ؐ������F����һЩ���g���ڽ���Ni2+��ȣ���������������x�ӽ��Q��֬��Ĥ�^�V��늝B�����ȥ�x�ӵȡ�
�����A�Գ��������像Uˮ���I̎������õķ�������������Σ����̿ɿ��Ըߡ�Ȼ�����ډA�Գ����^���м���������Wԇ�����������像Uˮ̎���ɱ�ƫ�ߡ�
������֬���������ڌ��H�像Uˮ�д���һЩ����懣�������ďUˮ��懵ĝ��ͨ�������_��0.1mg L−1���ŷŘ˜ʡ�
����Ĥ�^�V���g��Ĥ��Ⱦ�Ƽs�������像Uˮ̎���еĹ��I���á�����ˮ�x��ͨ�^�x�ӽ��QĤ���x�����w�ƣ�늝B�����ȥ�x�ӿ��ԝ�s�͝�ȵ��ؽ��٣����@������һЩ�cĤ���P�Ć��}����Ĥ��Ⱦ�͝��O����
����ͨ�^ʹ����x�ӽ��QĤ�Y��늝B����늳��e��懵ĝ�ȿ��Խ��͵�0.11 mg L−1����Ҳ���ڇ��ص�Ĥ��Ⱦ���}�����ڟoĤ�ȥ�x�Ӽ��g����֬�����^���еĸ�늉������º���������Ӻ�늉����\�а�ȫ���}��
�������ȥ�x��(CDI)����һ�N�������ˮ�������g���������u�����˂����Pע��
������һ��늉��£�����ʹ�ÿ��������ͽ����Ķ��̼늘O��CDI����ȥ늽��|�е��x�ӡ�����̿�������s̼��̼�{�ܺ�ʯī�ȶ��̼��������߱ȱ���e(SSA)�����õČ���Զ����V������CDI늘O��
���������������̿����늌��ʸߡ��ɱ��Ͷ����V��������CDI�С�Ȼ��������̿늘OҲ�������������͡��Cе�����Բ��ȱ�c��
���������x�ӽ��Q��֬��Ó�}�û���̿�Ƃ��֬-����̿�ͺ�(RAC)늘O��RAC늘O���и��ߵıȱ���e������x�ӿɼ�����λ�c���c����̿늘O��ȣ��Mһ��������x�������������
�����D�����[
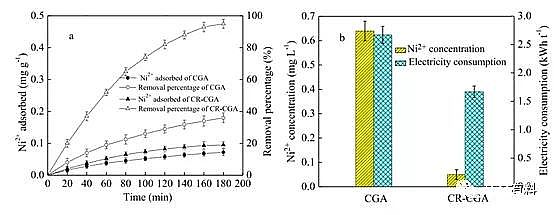
�����D1 CGA늘O��CR-CGA늘O��늽�����
������D1a��ʾ���S��CDI�r�g�����ӣ�ꎘO������Ni2+�����u���ӣ�����ꎘO������p��늉������ӣ��Ķ��������Ƅ�Ni2+����늺��x����ꎘO�w�Ƶ����������
������ˣ���֬-CGA늘O��CGA늘O��Ni2+���������ʺ�ȥ������u���͡�CR-CGA늘O��懵���������ȥ�����h����CGA늘O�ϵ���������ȥ���ʡ�
����늽�Һ�е�Ni2+��Ⱥ�3 h CDI�^�̺��늺���D1b��ʾ��늉���1.4 V����ʼpHֵ��3.0��늽�Һ�е�Ni2+��Ⱥ�CR-CGA늘O��늺ķքe��0.05 mg L−1��1.67 kWh t−1��CR-CGA늘O��Ni2+��Ⱥ�늺��h����CGA늘O��
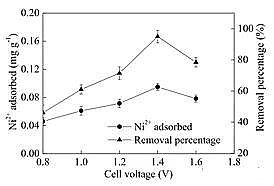
�����D2 늽��늉���CR-CGA��Ni2+늽����ܵ�Ӱ�
�����D3 늽�Һ������Ni2+��CR-CGA��늽����ܵ�Ӱ�
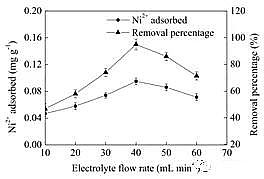
�����D2��͝��Ni2+늽�Һ������40 mL min−1�ͳ�ʼNi2+��Ȟ�1.0 mg L−1�r��늉���CR-CGA늘O늽����ܵ�Ӱ푡���늉�������0.8 ~ 1.4 V�r��Ni2+���������c���늉������ӳ������P����D2��ʾ��
������늉����������Ni2+��늽��|�е��w���ٶȣ����CR-CGAꎘO������p�ӌ�Ni2+�Ĵ惦������CR-CGA늘O��Ni2+����������1.4 V�r����0.8 V�r������106.5%��Ni2+����������늉���1.4 V�r�_����ֵ��Ȼ���S��늉������߶��½�����늉�����1.4 V�r���S��CR-CGAꎘO�����䣬��Ҫ��ˮ��늽⡣ꎘO�����䲻����ꎘO������p�ӵķ����ԣ���K��Ni2+��CR-CGA�ϵ�����������Ni2+����������ȥ���ʽ��͡�
������CDI�r�g��3 h��늽�Һ��ʼpHֵ��3.0��늉���1.4 V, Ni2+��ʼ��Ȟ�1.0 mg L−1�r��CR-CGA늘O�ڲ�ͬ늽�Һ�����µ�늽�������D3��ʾ���ĈD�п��Կ������S��늽�Һ������10 mL min−1���ӵ�40 mL min−1��Ni2+�����������ӡ���������������������늽�۵�Ni2+������ͬ�rҲ���������CR-CGAꎘO������p����������Ni2+������
������늽�Һ������40 mL min−1�r��Ni2+�������ʺ�ȥ�����_����ֵ��Ȼ���S늽�Һ���������Ӷ��½�����늽�Һ��������40mL min−1�r��늽�Һ����Խ��Ni2+�������r�gԽ�̣�����CR-CGAꎘO������p����δ�������IJ���Ni2+����늽�ۡ�
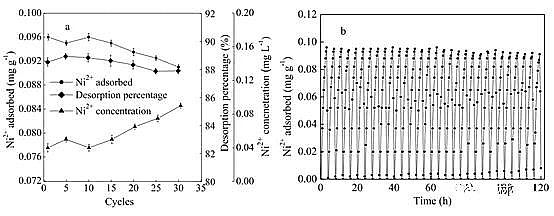
�����D4 30������-����ѭ�h�^���У�Ni2+������-Ó������
������D4��ʾ����10����������ѭ�h�^���У�CR-CGA늘O������Ni2+�͚�����Ni2+��Ȼ������ַ�����ѭ�h10�κ�Ni2+�������½����ڵ�30��ѭ�h�У�Ni2+���������½���5.2%����0.009 mg g−1����ʣ���Ni2+��Ȟ�0.09 mg L−1��
������30��CDIѭ�h�^���У�Ni2+�������ͽ���������������(�D4b)����30�����������^���У������ʻ������ַ�������ˣ��ڵ͝��Ni2+��CDI�^���У�CR-CGA늘O��늽����ܿ��w�ϱ�������������
�����Ì��ʯī�zճ��������x�ӽ��Q��֬������һ��������Ni2+����1.6V�l������CR-CGA��ꖘO��AR-CGA��ꎘO�������^���У���x�ӽ��Q��֬�c���ʯī�zճ��֮�g�Ľ���M��ˮ�ֽ��Ҫ��
������ˮ�ֽ��^���У�ˮ��CR-CGAꖘO����ֽ����x�ӣ���AR-CGAꎘO����ֽ��������x�ӣ���CR-CGA늘O����x�ӽ��Q��֬�����ṩ���x�ӡ�CR-CGAꖘO�е�Ni2+��늵���������늽�Һ���w�ơ�
�������⣬CR-CGA늘O�ϵ�Ni2+����������AR-CGAꎘO�ϵ���x�ӽ��Q��֬�ϣ��@������CR-CGA늘O�ϵ�Ni2+��Ó����������
�����Y Փ
��������CDI���g�ɳɹ�ȥ�����H�像Uˮ�е͝�ȵ�Ni2+��������x�ӽ��Q��֬(D001)�͌��ʯī�zճ���Ƃ�Ę�֬-CGA늘O��Ni2+����������0.095 mg g−1���h����D001��֬�ϵ�0.022 mg g−1�͌��ʯī�zճ���Ƃ��CGA늘O�ϵ�0.036 mg g−1��
��������Ni2+��Ƚ�����0.005 mg L−1��������Ni2+��������0.095 mg g−1��ȥ���ʞ�95%��늺Ğ�1.67 kWh t−1��CDI�^����ʹ��CR-CGA늘O��늉���1.4 V��CDI�r�g��3С�r����ʼ늽��|pHֵ��3.0����ʼNi2+��Ȟ�1.0 mg L−1��
�������⣬CR-CGAꎘO����ؓ�O���������Ч��������֬���a���Ě��x�ӿ��Խ��Q������늘O������ϵ�Ni2+��
����ԓCR-CGA늘O��Ni2+���������ܷ�������30����������ѭ�h��ʣ���Ni2+����_�����ŷŘ˜ʡ���֬- CGA늘OCDI���g����Чȥ���像Uˮ�е͝�ȵ�Ni2+�����ЏV韵đ���ǰ����
���x���၆�F�S��Ԕ���c����http://m.pyld168.cn/